Diffrent types of welding methods are used for welding stainless steel. We will discuss all the important welding methods of stainless steel.
Let’s get brief idea about stainless steel.
Stainless steel is a high carbon steel. It is widely used in the industrial sector due to its excellent corrosion resistance, elevated and cryogenic temperature properties.
Table of Contents
Welding Methods of Stainless Steel:
Two types of welding methods are used. They are:
- Fusion Welding
- Resistance Welding
1. Fusion Welding
Fusion welding used electric arc to produce heat. Electrode got heat by electric arc. This heated electrode is used to weld stainless steel.
Most popular fusion processes are:
- SMAW (Shielded Metal Arc Welding)
- GTAW (Gas Tungsten Arc Welding)
- GMAW (Gas Metal Arc Welding)
- SAW (Submerged Arc Welding)
Let’s know more about above mentioned types of fusion welding.
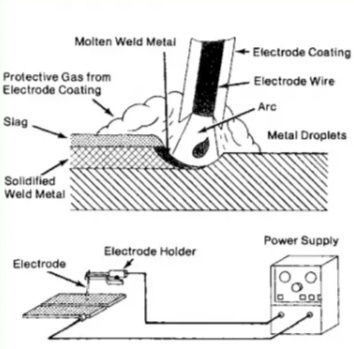
(a). Welding Stainless Steel With Shielded Metal Arc Welding (SMAW):
Shielded Metal Arc Welding is high quality stainless steel welding method. Solid electrode wire with an extruded baked-on coating material is used to perform the welding operation.
SMAW, being a fast and versatile process, is very popular for stainless steel welding. The
manual welding method uses a solid electrode wire with an extruded baked-on coating
material. One end of the electrode that is held in a spring-loaded electrode holder is bare.
The operator holds the electrode at an angle at a minimum distance from the base metal
to maintain the arc and moves it along the joint.
The alloy composition of the SS material decides the selection of electrodes for SMAW.
Depending on the type of power supply and welding types, the coatings of electrodes are
usually lime-based or titania-based materials. The coating creates a gas envelope that
protects the molten metal from air contact. Refer to below figure for a basic representation of the
SMAW stainless steel welding process.
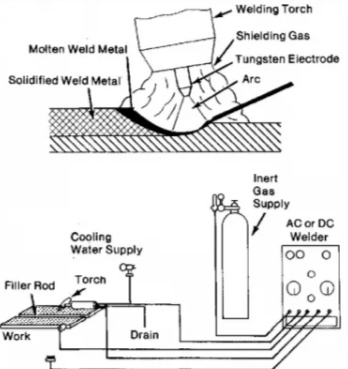
(b). Welding Stainless Steel With Gas Tungsten Arc Welding (GTAW)
TIG welding of stainless steel, also known as tungsten inert gas welding or TIG welding, uses argon or another inert gas to protect the weld from contact with the atmosphere. A powerful arc created between a non-consumable tungsten electrode and a stainless steel workpiece produces the heat required for welding. If filler metal is required, bare filler wire is fed into the weld zone and fused with the base metal.
GTAW is widely used for welding stainless steel tubes and for joining tubes to tube sheets in shell and tube heat exchangers. GTAW for welding stainless steel has two variations to increase welding speed and achieve higher build rates.
- The first variant, called Hot Wire GTAW, uses an automated process and uses resistive heating to heat the core wire.
- Pulsed arc TIG is another variation that uses a pulsed arc to control the melt weld puddle to increase penetration.
The diagram below shows a typical representation of TIG welding of stainless steel.
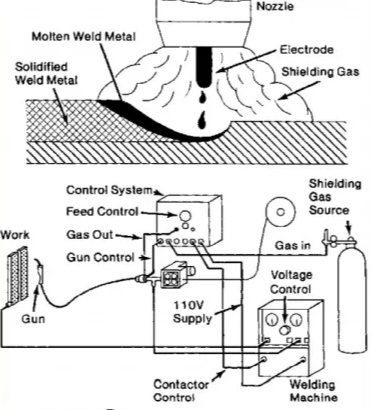
(C). Welding Stainless Steel by Gas Metal Arc Welding (GMAW)
GMAW gas metal arc welding, also commonly known as MIG welding, is a gas shielded arc welding process that uses a consumable electrode that melts in a gas atmosphere. See the diagram below, which outlines the basic equipment such as the torch, shield gas supply, DC power supply, and torch control of wire feed speed. A coiled electrode filler material is mechanically forced into the weld. There are three variations of the GMAW process, depending on the method of metal transfer. they are:
- Spray penetration
- Short circuit transmission and
- Pulse transmission.
Spray transfer or free-flight transfer is characterized by hot arcs and puddles of liquid. Effective short-circuit transfer for welding thin stainless steel materials uses small diameter (<0.045 inch) wire. Pulsed arc welding has a controlled free-flying metal drop rate of 60 drops per second at lower current densities.
(d). Welding Stainless Steel by Submerged Arc Welding (SAW)
SAW or submerged arc welding is a welding process in which the heat to melt the metal is produced by an electric current between the welding wire and the stainless steel workpiece. A layer of mineral flux composition covers the arc, the welding area of the workpiece and the tip of the welding wire. This welding process produces no visible arc, sparks, spatter, or smoke, hence the name submerged arc welding. See the diagram below, which schematically illustrates the SAW process.

2. Welding Stainless Steel by Resistance Welding
One of the most economical and common methods of joining stainless steel is electric resistance welding. It generates heat by resisting the current flowing through the parts being welded. Resistance welding is particularly suitable for stainless steel products when the amount of repetitive work is high. Commonly used resistance welding processes for welding stainless steel are:
- spot welding
- seam welding
- projection welding
- butt weld
(a). Welding of Stainless Steel Using Spot Welding
In spot welding of stainless steel, coalescence occurs due to heat generated by electrical resistance and pressure on the electrodes. The electrode contour limits the shape and size of the weld. The process uses two water-cooled electrodes or wheels that contact the workpiece using mechanical force via foot, air, hydraulic, or motor-driven cams. A weld cycle consists of pinch time, weld heat up time, hold time, and off time. The parameters that affect the welding process are:
- Electrical resistance
- Thermal conductivity
- Expansion coefficient
- High temperature strength, etc.
A typical spot welding process is shown below.
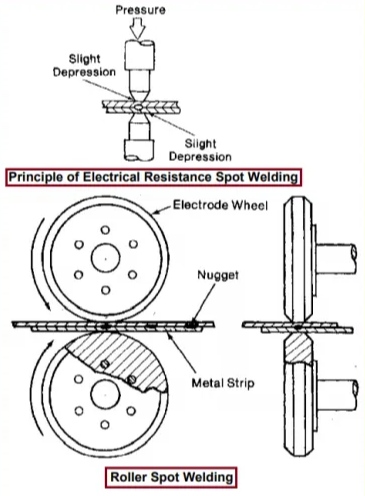
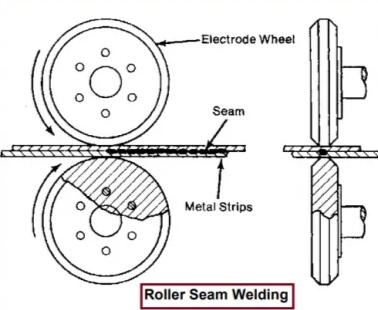
(b). Welding of Stainless Steel Using Seam Welding
Ring electrodes (copper-based alloys) are used for stainless steel seam welding. A series of overlapping spot welds are progressively created by a rotating circular electrode (see below Figure ) that provides both current and pressure to hold the workpiece. Electrode speed and power off time must be adjusted to obtain the correct welding distance. Three types of seam welders are commonly used.
- Round
- longitudinally and
- Universal
(c) Welding of Stainless Steel with Projection Welding
Projection welding is ideal for heavy stainless steel workpieces. Local welding is performed at given points by protrusions, embossments or crossings. Heat is concentrated on these protrusions and can be done on one or both parts as shown. Projection welding can be performed on almost all stainless steels.

(d). Welding of Stainless Steel by Butt Welding
Butt welding processes can be divided into two classes. Flash welding and upset welding.
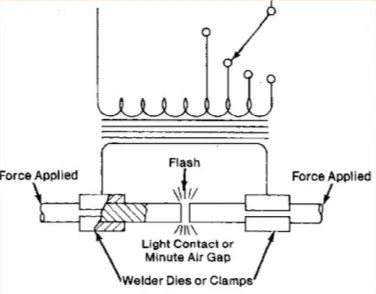
Flash Welding:
In the flash butt welding process, the current supplied by the clamped electrode causes the workpiece to move in a lightning motion. The basic steps for flash welding stainless steel are:
- load machine
- clamp workpiece
- apply weld current
- establish flash by contacting parts
- flashing
- apply upset force
- interrupt current
- unclamp workpiece
- unload and
- return platen.
Flash welders can be manual, semi-automatic or fully automatic and perform a variety of additional operations such as pre- and post-heating, clamping, shearing and flash trimming. All types of stainless steel can be welded with flash butt welding.
The orientation of the parts to be welded is very important so that heat is generated over the entire surface.
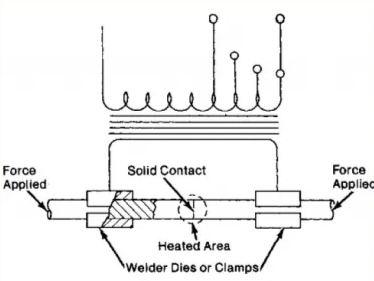
Upset Welding:
Upset welding is burr-free, and the current flows through the contact surfaces of the butted surfaces, and the heat generated by the resistance causes the entire surfaces to merge. The applied force is maintained during the heating period. The mating surfaces are brought together under pressure and current is applied until proper flipping occurs, after which the current is stopped. Non-heat treated stainless steels can be easily welded using this process. Continuous tube mills use this process frequently.
Other forms of resistance welding are high frequency resistance welding, impact welding, etc.
Conclusion
Stainless steel is a metal like iron but it contains high carbon. Most of the welding methods are same as Iron. Stainless steel required high quality final finish surface to avoid maintenance.