Submerged arc welding is a procedure in which the joining of metals is done by heating with an arc or arc between a bare metal electrode or electrodes and the work.
In this process, the welding arc is shielded by a granular flux comprised of lime, silica, manganese oxide, calcium fluoride, and other compounds.
The motion is taken care of into the weld zone from a container by gravity move through a spout. The thick layer of flux totally covers the liquid metal. Covered flux forestalls scatter and start and smothers the exceptional bright radiation and exhaust normal for the protected metal-bend welding measure. The flux goes about as a thermal cover by advancing profound infiltration of warmth to heat the workpiece.
The consumable electrode is a coil of exposed round wire 1.5 to 10 mm in diameter, the consumable electrode is fed naturally through a cylindrical tube. Electric flows normally vary from 300 to 2000A. The power supplies typically are associated with standard single-phase or three-phase power lines with a primary rating up to 440V.
Table of Contents
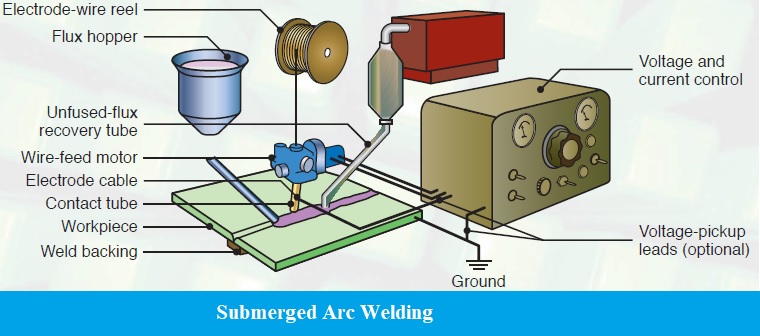
Arrangement of the Submerged Arc Welding Process
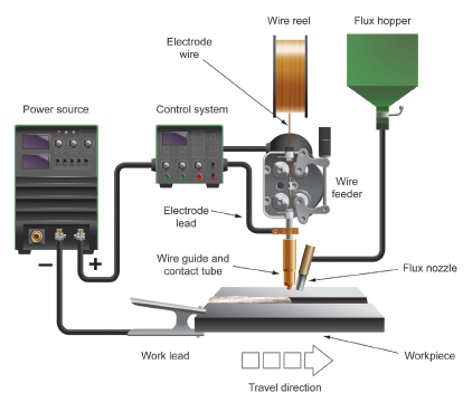
Submerged arc welding is seen as a high-efficiency process and is typically automated/mechanized in its form. The easiest use of the process uses a solitary wire.
Choosing the right wire diameter for a welded joint relies on many factors and the size of the accessible power source normally restricts the diameter of the wire that can be utilized. While most power sources for this process are 1,000 amps, smaller power sources might be utilized. A 3/32-in.-dia. wire through to a 5/32-in.-dia. the wire will run in the 300 to 900 amps range utilizing direct current and with the cathode positive (DC+).
This welding process is commonly suited to the longitudinal and circumferential butt welds needed in the manufacture of pressure vessels and for joining plating and stiffeners in shipyards. Welding is positionally confined and is ordinarily done in flat or horizontal positions because of the highly fluid weld pool, the molten slag, and the need to maintain a flux covering over the arc.
Similarly, all welding processes the selection of the consumables (wire and flux), and other parameters such as amps, volts, and travel speed are intended to give a weld deposit that satisfies the goals of the designer. In the case of this welding system, since the arc is submerged, the welding operator cannot see the molten weld pool and must, hence precisely set the welding parameters and location of the welding nozzle inside the joint.
Advantages of Submerged Arc Welding:
- In this process, Unused flux can be easily recovered
- No visible arc
- No welding fume
- High arc and deposition rates
- Fully automated process
Applications of Submerged Arc Welding:
Submerged arc welding is appropriate for welding low alloy steel, high tensile steel, LC and MC steels, high resisting steel, corrosion-resistant steel, high strength steel, and many non-ferrous alloys.